Contact: John Tao
Mobile/WhatsApp: +86 186 6862 7050
Email. Johntao@Fupusi.com
www.Fupusi.com
John Tao as the owner of Taizhou Fupusi Machinery Co., Ltd., who has more than 15 years of experience in the plastic bottle industry field, is focused on improving the quality of the machines and the after-sales system
7 Trilho-guia (informações de alarme):
A mensagem “Erro no trilho de alimentação” aparece na tela e a máquina para de funcionar.
Motivo 1: A pré-forma está bloqueando o trilho de alimentação.
Solução: Verifique se o trilho de alimentação está bloqueado. Remova a pré-forma presa e ajuste a largura da esteira, se necessário.
Motivo 2: O tanque de armazenamento da pré-forma está vazio.
Solução: Reabasteça o reservatório com peças pré-moldadas.
Motivo 3: O motor apresenta sobrecorrente excessiva, o que torna o sistema termoelétrico integrado propenso a desarmar.
Solução: Verifique se o motor está danificado ou se outros objetos estranhos estão causando o travamento do motor.
Motivo 4: O alarme do servo do trator foi acionado, causando operação anormal do trator pré-moldado.
Solução: Verifique se o servo do trilho da pré-forma está anormal e se o servo do trilho da pré-forma e a ação de empurrar a garrafa estão normais.
Motivo 5: O sensor não está alinhado.
Solução: Afrouxe os fixadores do sensor e ajuste a posição do sensor até que ele acenda novamente.
8 Forno (mensagem de alarme):
Quando o alarme é desativado, a mensagem de erro “Superaquecimento do Forno” aparece na tela.
Motivo: Ventilação insuficiente ou sensor de temperatura solto.
Solução: Verifique se os botões do potenciômetro em ambos os conversores de frequência estão ajustados para a velocidade correta (acima de 30 Hz) e se todos os ventiladores e exaustores do forno estão funcionando corretamente. Verifique se a temperatura do forno excede 200 graus Celsius e se os fixadores do termopar estão soltos. Verifique o motor de exaustão, verifique o alarme do inversor (x05).
9 Aviso de resfriamento anormal (mensagem de alarme):
Quando o alarme é desativado, uma mensagem de erro aparece na tela, indicando que a temperatura da água no canal de água de resfriamento está muito alta.
Motivo: Resfriamento insuficiente do canal de água.
Solução: Verifique se as válvulas de alimentação e retorno do sistema de água de resfriamento estão abertas e se a torre de resfriamento está funcionando.
10 Erro na pista do fuso pré-formado: (mensagem de alarme):
A máquina para de funcionar e exibe a mensagem “Erro na pista do fuso pré-formado”.
Motivo: Erro anormal no sensor de advertência da caixa de transferência.
Solução: Verifique a chave fim de curso na pista de alimentação. Verifique a chave fim de curso no trilho-guia de descarga. O motor rotativo está sobrecarregado.
(11) Servomotor (informação de alarme):
A máquina para automaticamente e a luz indicadora acende.
Motivo 1: O servosistema não está pronto.
Solução: Verifique se há alarmes falsos nos sistemas de fixação, transporte ou haste.
Motivo 2: O servosistema não retorna à sua posição original.
Solução: Pressione o botão “Início” no painel de controle até que a operação manual mostre “Concluído”. Se houver um alarme, verifique se o sistema de alimentação e descarga de pré-formas está instalado. (Verifique se o sistema de alimentação da pré-forma está localizado na parte traseira, superior, girando para trás, posicionando para baixo, pressionando a pré-forma ou deslizando a plataforma para trás.) Até que o erro seja eliminado e a operação normal seja restaurada. Se o problema persistir, verifique o status anormal do servoacionamento e consulte ASDA-A2 (Causas e Tratamento de Anormalidades no Servoacionamento) para obter o número de série anormal para solucionar o problema.
Motivo 3: A ação do sensor de transmissão não está na posição esperada.
Solução: Verifique se há objetos bloqueando a esteira, se o sensor está danificado ou se a posição de instalação está incorreta.
Motivo 4: Desvio de posição do sensor de posicionamento do poste.
Solução: Verifique se os parafusos na base do interruptor estão soltos, mova a alavanca para cima e para baixo, ajuste o interruptor para acender a luz indicadora, trave o interruptor, use a operação manual para mover a alavanca para cima e para baixo e observe se a ação do interruptor é suave.
Motivo 5: Desvio de posição do sensor do sistema de fixação
Solução: Verifique se o desvio de posição é causado por parafusos soltos na base do interruptor, mova o molde da base para sua posição original e reajuste o interruptor do sensor até que a luz indicadora acenda novamente.
(12) Erro de operação manual (mensagem de alarme):
Antes da operação manual, redefina a origem na página inicial de operação manual e, em seguida, outras operações poderão ser realizadas.
13 Suporte da lâmpada anormal:
Motivo: A lâmpada está quebrada.
Solução: Ligue o termostato e verifique se a lâmpada está funcionando corretamente. Desligue a alimentação principal do quadro elétrico, remova cuidadosamente as lâmpadas danificadas e substitua-as por novas. Atenção: Ao substituir a lâmpada, devido à alta temperatura da lâmpada e do forno de aquecimento, para uma substituição segura, o pessoal de substituição deve usar roupas de proteção e luvas resistentes ao calor.
VI. Parada de emergência:
Se ocorrer algum acidente anormal durante a operação, pressione o dispositivo de parada de emergência na máquina para interromper imediatamente a operação. Mude para a operação manual para resolver todos os problemas. Coloque o molde no modo automático e a máquina retornará automaticamente à posição de origem. Pressione o botão de partida e a máquina reiniciará, iniciando uma nova rodada de operação.
Atenção: Ao substituir o molde, deve-se prestar atenção especial à segurança do operador e da máquina, abrindo/fechando o molde manualmente. Antes da operação, ajuste a pressão de operação para 5 kg/cm².
2 Estação de moldagem por sopro e estiramento:
Ocasião:
1 Ao instalar uma nova máquina.
(2) Quando o tamanho do molde ou da garrafa muda.
(3) Quando o tamanho dos componentes pré-fabricados muda.
Etapas:
(1) Desligue a energia e libere a pressão no sistema pneumático.
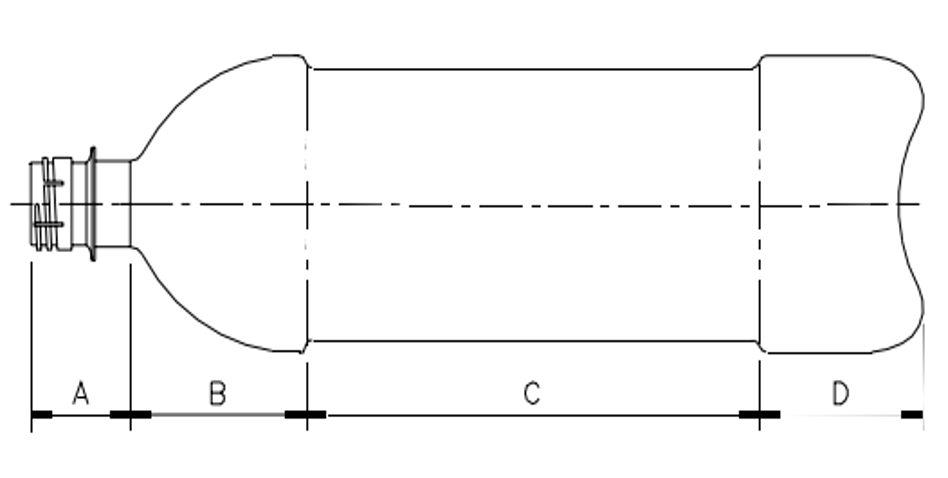
(2) Com base na posição original, leia a escala de acordo com a altura de pré-sopro (excluindo a altura do gargalo) (Figura C), mova o suporte do sensor de pré-sopro para o lugar e fixe-o.
(3) Empurre o molde inferior para o ponto morto com força e, em seguida, empurre o cursor para cima até uma posição em que a distância entre a haste de estiramento e o molde inferior seja de 2 a 3 milímetros (Figura D). Leia a régua, mova o sensor de sopro para a posição e repare-o.
Figura D
Atenção: A posição de detecção de origem é fixa de fábrica, e o pré-sopro e a sensação de ar devem ser ajustados de acordo com isso, portanto, não os mova.
(4) Abra o sistema de pressão de trabalho e ajuste a pressão para 7 kgf/cm². Ajuste a pressão do robô para 5 kgf/cm².
(5) Ligue manualmente a energia, puxe a alavanca para cima e observe se a posição do bloco de posicionamento é a mesma de antes. Repita esta operação várias vezes para mover a haste de estiramento para cima e para baixo e, em seguida, observe se as posições são as mesmas.
(6) Durante o movimento para cima/baixo da haste de estiramento,
Observe se a luz indicadora no sensor está acesa.
VII. Manutenção e lubrificação:
I. Manutenção e lubrificação:
- Manutenção diária:
A manutenção diária é a base para manter o bom funcionamento da máquina, e os operadores podem observá-la durante a operação diária. Na manutenção diária, a principal tarefa dos operadores é entender a produção e a qualidade das garrafas. É inevitável que ocorram alguns problemas na máquina, portanto, interrompa a operação imediatamente ou encontre uma solução para o problema, eliminando o baixo desempenho ou a perda de qualidade.
De acordo com os dados fornecidos pelo operador, a máquina não deve parar de funcionar por mais de uma hora por dia, e o desempenho geral é bom.
Para minimizar a perda de material, a solução deve ser solucionar o mau funcionamento da máquina em até uma hora. Dessa forma, a perda de material, o baixo desempenho da máquina e os danos anormais aos componentes podem ser reduzidos. A manutenção diária é realizada quase que diariamente durante a operação, incluindo a verificação de todas as pressões de pré-sopro ajustáveis, pressão de sopro, etc.
Os operadores devem observar a operação da máquina e o desempenho de transporte de pré-formas e garrafas, como robôs de alimentação e descarga. No entanto, a manutenção diária é diferente. Ela pode ser ajustada de acordo com o operador da máquina e a linha de produção. Portanto, a máquina pode funcionar sem problemas.
No entanto, para aplicações apropriadas, uma inspeção completa da máquina quando ela estiver parada ou as garrafas estiverem armazenadas o suficiente será benéfica para a operação da máquina. Os operadores devem prestar atenção se o óleo de enchimento no sistema de pressão operacional e o lubrificante no divisor de precisão são suficientes.
Atenção: Os operadores devem registrar todos os registros de inspeção na tabela e revisá-los antes da manutenção semanal para tomar medidas preventivas e executar o plano de trabalho.
VIII. Etapas de fechamento:
- Pressione o botão deslizante para interromper manualmente a alimentação.
- Mantenha a máquina funcionando até que não haja mais pré-formas no forno de aquecimento e a última garrafa seja retirada pelo robô.
- Desligue a alimentação elétrica do forno de aquecimento.
- Mude para operação manual.
- Desligue a energia.
- Expulse o ar do sistema operacional e do sistema de purga de alta pressão.
- Feche as válvulas de esfera para entrada e saída da água circulante.
- É necessário desconectar a alimentação elétrica de todos os componentes elétricos para garantir a segurança após a operação, parada ou falta de energia.
VI. Instalação do molde:
I. Precauções para a instalação do molde:
Ao substituir o molde, são necessárias duas ou mais pessoas para afrouxar parafusos, porcas, etc.
Ao substituir o molde, a segurança deve ser garantida.
Ao substituir o molde, o motor deve ser desligado. - Cada superfície deslizante deve ser abastecida com manteiga ou lubrificante.
Se o molde não estiver em operação por um longo período, aplique graxa antiferrugem. - Parafusos, porcas, etc. O molde deve ser um componente padrão.
II. Precauções para a substituição de cada componente: - Eixo:
Ocasião:
(1) Quando o tamanho da pré-forma muda.
(2) Quando o diâmetro interno do componente pré-fabricado muda.
(3) Quando o tamanho do molde ou da garrafa muda.
Etapas:
(1) Desligue a energia.
(2) Conforme mostrado na Figura A, remova a fivela em forma de C do eixo e recoloque a bucha.
Figura
(3) Pressione o botão “Shift” mostrado na Figura B para mover a bucha na corrente principal.
(4) Repita as etapas (2) a (3) para substituir todas as buchas.
- Molde:
Ocasião:
(1) Ao instalar uma nova máquina.
(2) Ao alterar o tamanho do molde ou da garrafa.
(3) Ao alterar o tamanho da pré-forma.
Etapas:
(1) Feche a entrada de água gelada e remova a tubulação da válvula de esfera de saída. Drene a água da tubulação e do molde e, em seguida, desconecte a tubulação de água gelada do molde.
(2) Abra o molde e remova primeiro a parte inferior.
(3) Remova o sensor de proximidade próximo ao molde.
(4) Pressione o botão “Operação Manual” para entrar na operação manual “Grupo de Conformação” até que o “Fechamento do Molde Direito” esteja totalmente encaixado. Em seguida, remova os seis parafusos M8 que prendem o molde inferior ao mancal e os quatro parafusos M10 que prendem o molde inferior lateral. Puxe lentamente o molde inferior para fora (observação: para evitar danos desnecessários, abaixe-o com cuidado e não o danifique), bata levemente na ranhura do molde inferior antigo para substituir o novo molde inferior, em seguida, coloque o novo molde inferior na ranhura guia pela lateral, mova para dentro até uma posição, trave a ranhura M8 do molde inferior e, por fim, ajuste o assento do mancal lateral fixo e trave a ranhura.
(5) Pressione o botão “Origem” na interface “Operação Manual”, insira o molde na ranhura guia lateralmente até atingir a posição desejada, trave o bloco de fixação lateral e, em seguida, instale o parafuso M16, mas não o trave.
(6) Execute a operação manual no “Grupo de Moldes”, pressione “Fechar Molde Direito” para fechar o molde, observe se a junta do molde está normal, se a posição inferior do molde está correta, etc., em seguida, execute a ação “Fechar Molde Esquerdo” e, por fim, trave o parafuso M16.
(7) Feche o molde gradualmente e observe se a conexão do molde está normal e se a posição inferior está correta. Conecte a tubulação de água gelada, abra a válvula de esfera de entrada e observe se a circulação de água está correta.
(8) Posicione o sensor de proximidade próximo ao molde e fixe-o.
(9) Por fim, teste se o desempenho de fechamento/abertura do molde é afetado por alguma interferência de objetos ou se está em mau estado, consultando o manual do usuário.
II. Limpeza:
Manter a máquina limpa durante a manutenção diária ajudará a máquina a funcionar sem problemas. Limpe o excesso de lubrificante da máquina com um pano limpo, como a manivela e o trilho-guia da estação de conformação. Verifique se o molde está limpo. Se necessário, limpe-o com um pano seco embebido em álcool.
- Inspeção:
Verifique se o regulador, o localizador deslizante e o regulador de sopro da estação de moldagem por estiramento e sopro estão corretos. Além disso, confirme se a distância entre as cabeças dos três conjuntos de sensores magnéticos e as almofadas é de 3 mm. Verifique se a distância entre todos os sensores magnéticos e as posições dos sensores é de 3 mm. Verifique se as posições dos sensores magnéticos no cilindro do robô e na placa de base inferior estão corretas e se o desempenho dos sensores fotoelétricos está correto. - Dispositivos de segurança:
Verifique se a parada de emergência e os interruptores de segurança estão funcionando corretamente. - Ajustes:
Caso sejam encontradas situações anormais durante a manutenção, ajuste-as para os valores normais de acordo com os dados descritos no plano de produção ou os ajustes descritos no Capítulo 4.
III. Manutenção diária:
- Velocidade do ciclo da máquina:
Observe o temporizador do ciclo no painel de controle e meça a potência real com um cronômetro. - Inspeção:
Qualidade da garrafa.
Altura do ar na pista de alimentação.
Há haste pré-fabricada suficiente no tanque pré-fabricado?
Há algum bloqueio no ciclo da água? - Sistema pneumático (tubulações, tubulações, conectores e válvulas de controle pneumáticos)
Primeiramente, confirme se o tanque de armazenamento de gás está dentro da faixa limite do manômetro. É necessário verificar se há vazamentos de ar por meio de inspeção visual ou auditiva. Verifique se os parafusos e porcas da válvula solenoide pneumática e da válvula de pressão estão firmemente fixados. Verifique se os tubos, tubulações ou peças do sistema de pressão de ar estão dobrados ou soltos. - Cilindro:
Verifique se a pressão de trabalho está normal. A pressão frontal é de 7 kgf/cm². A pressão do robô é de 5 kgf/cm². - Após o fechamento:
Verifique a capacidade de drenagem do filtro e o nível de óleo sob pressão de trabalho.
Drene o ar e a água do reservatório de ar.
Verifique cada regulador do sistema de moldagem por sopro e estiramento. - Eixo:
Anel de vedação da camisa
Aperte o anel de vedação da porca
Rolamento do eixo
Rolamento do eixo autogiratório
Verifique a correia dentada e a roda dentada
Verifique a mola de rotação para rotação em marcha lenta
IV. Manutenção mensal: - Sistema de transmissão:
Polia dentada e correia dentada - Sistema rotativo:
Verifique se a bucha sem chave e a corrente ou o eixo da corrente estão soltos
Verifique se a polia dentada e a correia dentada estão soltas. Verifique a condição da corrente - Sistema de auto-rotação:
Verifique se a roda giratória e a corrente estão muito frouxas - Sistema de conformação:
Com o molde fechado, verifique se o virabrequim está no ponto morto
Verifique o amortecedor hidráulico do molde - Água de resfriamento, água de resfriamento:
Verifique a circulação da água de resfriamento e da água gelada - Robôs:
Verifique as mãos dos robôs de alimentação e descarga - Estação de moldagem por sopro e estiramento:
Verifique o amortecedor do cursor de moldagem por sopro e estiramento
Haste guia deslizante de moldagem por sopro e estiramento e assento da haste guia
A haste telescópica está deformada? - Sistema de pressão de ar:
A pressão de trabalho de cada silenciador
Verifique o silenciador de alta pressão - Luz infravermelha:
Limpe cuidadosamente a lâmpada com um pano limpo embebido em álcool para remover a poeira da superfície da lâmpada
Teste a saída da lâmpada infravermelha com um controlador - Refletor:
Limpe o refletor com um pano limpo embebido em álcool. Após a limpeza, se ainda não estiver claro, atualize-o. - Limpe o gabinete elétrico e o painel de operação:
Sopre a poeira do gabinete elétrico e do painel de operação com ar seco filtrado e, em seguida, limpe-os com um pano seco. Ao soprar, lembre-se de não abrir a porta do gabinete elétrico ou do painel de operação.
发表回复